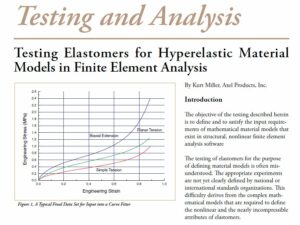
Testing Elastomers for Hyperelastic Material Models in Finite Element Analysis
The paper provides pictures of the various experiments and discusses the relationship between experimental loadings and hyperelastic material models.
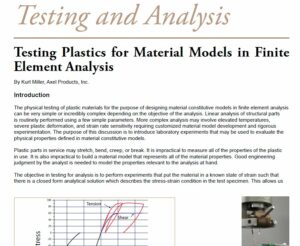
Testing Plastic for Material Models in Finite Element Analysis
The physical testing of plastic materials for the purpose of defining material constitutive models in finite element analysis can be very simple or incredibly complex depending on the objective of the analysis. The purpose of this discussion is to introduce laboratory experiments that may be used to evaluate the physical properties defined in material constitutive models.
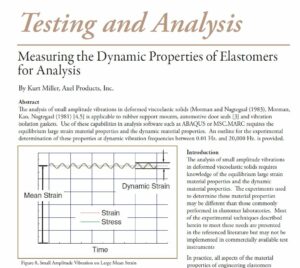
Measuring the Dynamic Properties of Elastomers for Analysis
This paper provides an outline for the dynamic testing of elastomers for the characterization of dynamic properties needed to define analytical models where small dynamic strains are present on large nonlinear mean strains. This includes acoustic characterization.
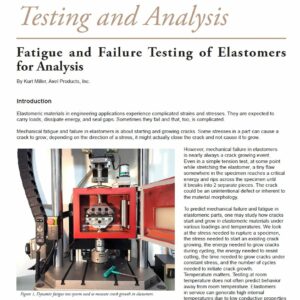
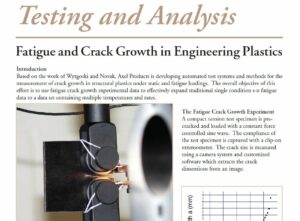
Fatigue and Failure Testing of Elastomers for Analysis
By Kurt Miller, Axel Products, Inc. Mechanical fatigue and failure in elastomers is about starting and growing cracks. This document reviews some of the experiments used at Axel Products to investigate the fatigue and failure of elastomers for material selection, comparison, and analysis.
Measuring the Long Term Creep Properties of Plastic Materials for Finite Element Analysis
Long term creep experiments provide valuable data for analysis of plastics. The experiments used at Axel Products are described.
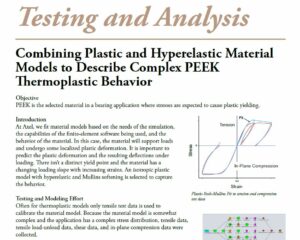
Combining Plastic and Hyperelastic Material Models to Describe Complex PEEK Thermoplastic Behavoir
This brief describes the steps taken to fit a plastic, hyperelastic material model to describe the deformation and stiffness in a PEEK bearing. Uniaxial tension test experimental data is shown to be insufficient to fit the complex model.
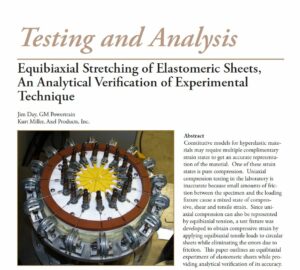
Equibiaxial Stretching of Elastomeric Sheets, An Analytical Verification of Experimental Technique
By Jim Day, GM Powertrain and Kurt Miller, Axel Products, Inc. This paper provides an analysis and verification of the radial biaxial test used at Axel Products, Inc. Appendix A of this document provides an analysis of the compression button experiment and details the adverse effects of friction.

By W. V. Mars, Endurica LLC, K. Miller, Axel Products, Inc., S. Ba & A. Kolyshkin, Schlumberger . When a load is carried over an extended period, a crack in a viscoelastic material might grow, even if the load is less than the static tearing strength Tc for unstable rupture, and even in the absence of dynamic cycles.
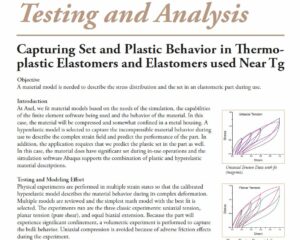
Capturing Set and Plastic Behavior in Thermoplastic Elastomers and Elastomers used Near Tg
This brief describes the steps taken to fit a hyperelastic, Mullins and plastic material model in Abaqus to capture complex material behaviors.
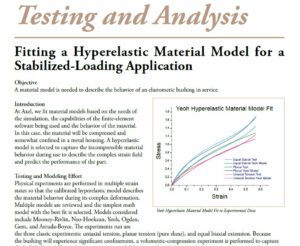
Fitting a Hyperelastic Material Model for a Stabilized-Loading Application
This brief describes the steps taken to fit a hyperelastic material model to capture the stabilized loading of an elastomeric bushing in service.
Fitting a Hyperelastic Mullins Model to Describe the stress Distribution in a Rubber Mount
This brief describes the steps taken to describe the stress distribution in an elastomeric mount during use using a hyperelastic and Mullins material model.
Nonlinear Finite Element Analysis of Elastomers
This white paper discusses the salient features regarding the mechanics and finite element analysis (FEA) of elastomers. Although, the main focus of the paper is on elastomers (or rubber-like materials) and foams, many of these concepts are also applicable to the FEA of glass, plastics, and biomaterials.
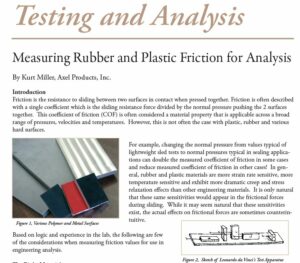
Measuring Rubber and Plastic Friction for Analysis
The frictional forces generated between plastic, rubber and various hard surfaces are often represented with a simple coefficient of friction (COF) value yet in reality can be a function of material, surface finish, temperature, rate of relative movement, time and normal pressure. Using frictional measurements where these parameters are matched to the application conditions will help to create a more realistic analysis. Issues and experiments are described.
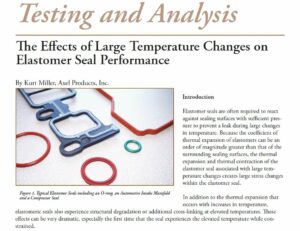
The Effects of Large Temperature Changes on Elastomer Seal Performance
This paper describes the effects of large temperature changes on elastomer seals and an experimental approach to measuring these effects.
ELASTOMER RATE-DEPENDENCE: A TESTING AND MATERIAL MODELING METHODOLOGY
By Tod Dalrymple, Dassault Systems Simulia Corp. The purpose of this document is to describe a variety of test data that we have for a particular grade of polypropylene and demonstrate a calibration recipe that focuses on the nonlinear viscoelastic behavior of the material below yield. The Abaqus material model used to represent nonlinear viscoelasticity is the Parallel Rheological Framework (PRF) model.